Gravity Die Casting
Gravity Die Casting (GDC), also known as Permanent Mold Casting, is a process where molten metal is poured into a reusable metallic mold under the influence of gravity.
In the conventional GDC process, the metal flows into the cavity through the gating system, solidifies, and the part is removed after cooling.
A variation of this method is Tilt Gravity Die Casting, in which the mold is tilted during pouring to allow molten metal to enter gradually and smoothly.
Both GDC and Tilt GDC offer advantages such as better surface finish, higher dimensional accuracy, and improved mechanical properties compared to sand casting.
They are widely used for manufacturing automotive and aerospace components like cylinder heads, engine blocks, and suspension parts where strength, reliability, and precision are essential.
Some of ADSTEFAN exclusive features for GDC/TGDC
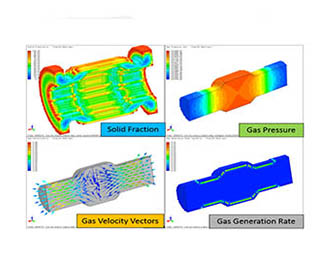
Core gas consideration
Sprout Pouring Consideration
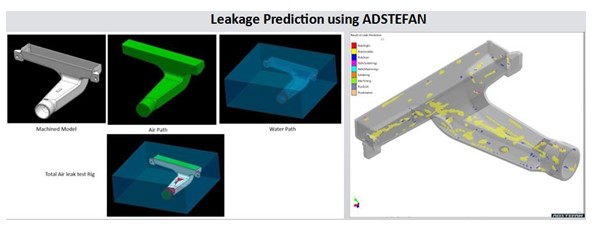
Leakage Prediction using ADSTEFAN
Above animation shows molten filling pattern along with stalk in LPDC process. Through this animation, design engineer can predict temperature distribution during filling and predict chances of cold shut/ misrun/ cold lap defects in casting
Above animation shows solidification pattern in LPDC . Ideally we need to achieve directional solidification for shrinkage free casting. Above animations shown isolation during solidification and zones where isolations are identified are potential shrinkage porosity locations in castings.
Above figure indicates defect mapping between ADSTEFAN simulation and actual shop floor results for air entrapment defect. Blue region in simulation figure indicates air in the die cavity , and transparent color indicates liquid metal. In ADSTEFAN regions where air pocket isolations are identified, observed in same region blow holes defect in casting during shop floor trails.
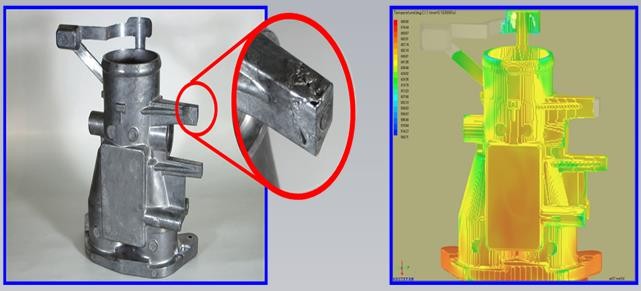
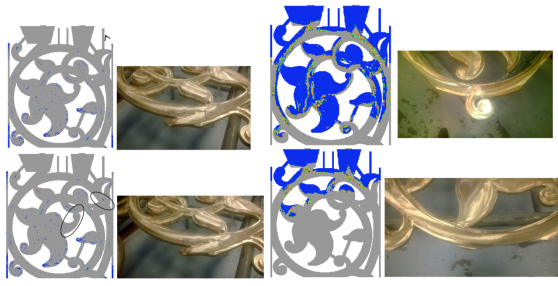
Above are images comparing ADSTEFAN simulation results with actual castings. As observed, there is a temperature drop in the highlighted region before filling , leads to misrun defect in casting. Through ADSTEFAN, temperatures can be measured at any location and time during the mold filling process and identify potential misrun/cold shut defect in casting.
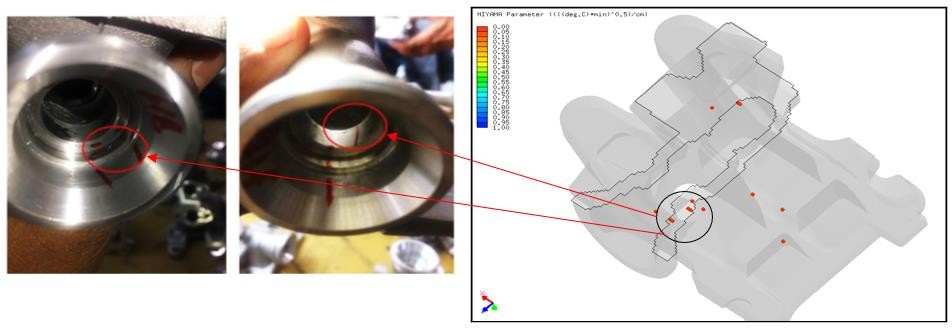
Above figure demonstrates defect mapping of shrinkage porosity defect with ADSTEFAN simulation vs actual for Gravity Die casting process. Due to isolation during solidification is observed in cavity which leads Shrinkage porosity in casting and same phenomenon is observed in shop floor trails.

