Understanding and Preventing Slag Inclusion Casting Defects in Sand Casting
Slag inclusion defect is one of common casting defects in sand casting process particularly when casting ferrous metals. Slag inclusion defects in casting are mainly formed due to improper molten metal flow inside mold cavity.
More chances of slag inclusion occur due to low temperatures and more contact time with oxygen that is present in environment and mold. More time metal is exposed to oxygen, more slag is formed by converting in molten metal into oxide form.
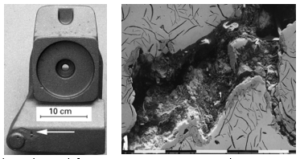
Fig A. Slag inclusion defect in casting. Courtesy – Foundry Lexicon
Factors effecting slag inclusion casting defect in sand casting are high impurity levels in materials, Slow pouring time of molten metal at low pouring temperatures and more turbulence also leads to slag inclusion defect in casting.
Prevention:
- Use High-Quality Raw Materials: Start with clean, high-quality sand and metal alloys to minimize impurities and reduce the likelihood of slag formation.
- Proper Fluxing: Select appropriate fluxes and ensure proper application to effectively remove impurities and minimize slag formation during melting.
- Controlled Pouring: Pour the molten metal into the mold in a controlled manner to minimize turbulence and prevent slag entrapment. Proper gating and riser design can help facilitate smooth metal flow.
- Skimming: Regularly skim the surface of the molten metal to remove any slag or other impurities before pouring.
- Quality Control: Implement rigorous quality control measures, including visual inspection, non-destructive testing, and metallographic analysis, to detect and address slag inclusion defects early in the production process.
- Using Casting defects and remedies tool such as Casting simulation software: By using sand casting simulation software such as ADSTEFAN user can able to predict probability of defect and take necessary actions either in optimizing gating design or process parameters.
In order to overcome slag inclusion defect, proper gating design with slag traps to be provided along with filling of cavity in laminar way and also adequate pouring temperature and pouring time to be maintained so that reaction with oxygen in air and cavity will be reduced
Through using casting simulation tools such as ADSTEFAN – Hitachi ICS – Japan based software, Design engineer can access flow conditions of molten metal in cavity whether for given conditions and gating design, predict casting defects and detect any turbulence in cavity. This early detection helps design team to remodify gating design and reiterate simulations and best conditions and gating design can be selected and followed by pattern development and shop floor trails.
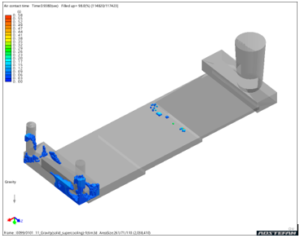
Fig B. Air contact results in ADSTEFAN simulation software
Above figure(b) demonstrates air contact time of molten metal inside cavity for sand casting process with ADSTEFAN simulation software results. Higher contact time with molten metal and air, higher chances of slag inclusion in casting. Design engineer can also validate temperature distribution and filling velocity of molten metal during filling of mold cavity.
Preventive action taken on component by modifying gating design and process parameter optimization to reduce more contact time with air, high filling velocities and thus slag inclusion defect is controlled. This optimization is carried out in ADSTEFAN software and best gating design, and process parameters are considered in shop floor trails thus leading to elimination of slag inclusion casting defect in shopfloor. By performing corrective actions using ADSTEFAN simulation software , we are able to reduce shop floor trails, production, and development time of component.
Recent Posts
- Why Metal Casting Simulation is Becoming Essential for Modern Foundries
- Are You Facing Challenges in implementation of Casting Simulation Software? Here’s How to Overcome Them
- How Casting Simulation Technology is Transforming Modern Foundries
- Why Traditional Trial-and-Error Is No Longer Enough Using ADSTEFAN Casting Simulation to Eliminate Casting Defect Before Production
- Transforming Casting Quality Through Casting Optimization and Casting Simulation Technologies
- How Casting Simulation Helps Reduce Casting Defect and Improve Foundry Productivity
- LPDC simulation of alloy wheel to predict the defects produced due to improper die heating.
- Implementing Machine learning on Defect prediction for Investment casting through ADSTEFAN casting simulation software
- Methods for Indian Casting Manufacturers to Overcome Fluctuating Raw material price
- Casting rejection can be controlled, Here are important tips